Chevron Conveyor Belts: Enhancing Efficiency and…
Introduction Chevron conveyor belts, also known as escort belts, are designed to handle the challenges of transporting loose materials at steep angles. Their unique cleated…

Neelkanth Rubber Mills delivers custom conveyor belt solutions built around your industry, your application, and your operating priorities. Our approach is simple: our business comes second, our client’s business comes first, with reliable conveyor belt solutions developed for real working conditions.
From general purpose to application-specific conveyor belts, we work closely with customers to understand material type, operating environment, load conditions, incline, temperature, and performance expectations before recommending the right solution.
Whether the requirement is for mining, cement, power plants, aggregates, steel, ports, food processing, or other industrial sectors, our focus remains on delivering dependable conveyor belt solutions that support uptime, durability, and long-term value.


Neelkanth provides rubber conveyor belts in various cover grades and duty applications, ensuring efficient material handling across industries.

Neelkanth’s Chevron belts feature a V-shaped pattern, ideal for inclined material transport, ensuring secure and efficient movement.
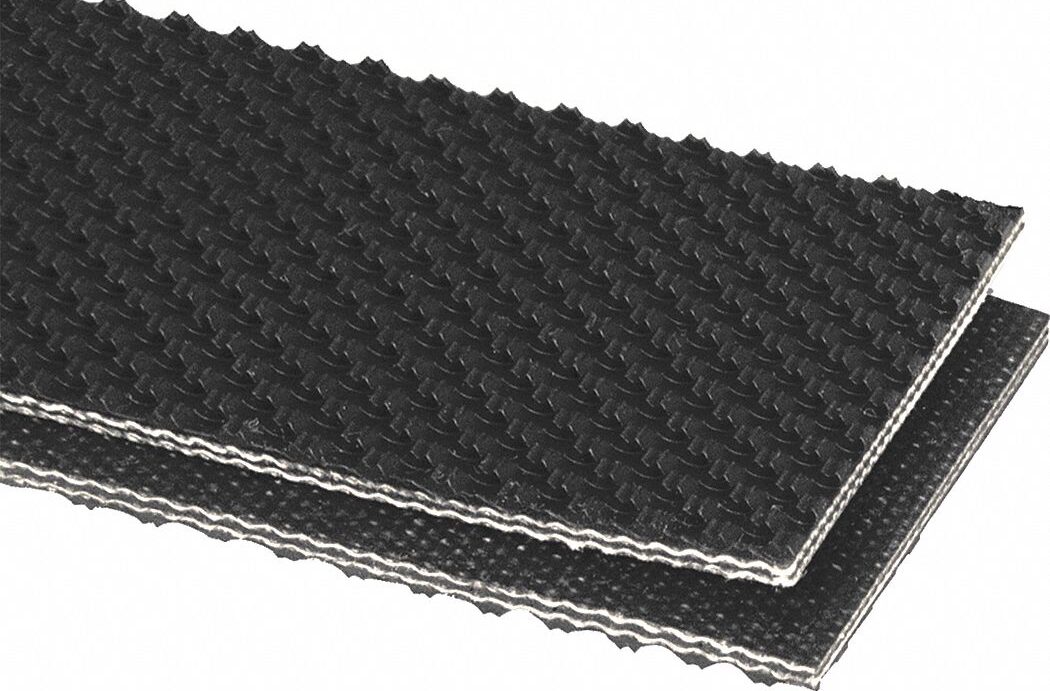
With a textured surface for added grip, Neelkanth’s Rough Top belts are perfect for transporting goods on slopes, preventing slippage.

Neelkanth Rubber Mills offers bucket elevator belts designed for vertical conveying of bulk materials with strength, durability, and reliable performance.

Neelkanth Rubber Mills offers sidewall conveyor belts designed for steep angle and vertical conveying of bulk materials with minimum spillage.

Neelkanth Rubber Mills offers wavy top conveyor belts designed to provide improved grip and stable material movement on inclined conveying applications.

Neelkanth’s food-grade belts ensure clean, safe material handling for hygienic applications in food processing and pharmaceuticals.

Neelkanth’s high-performance V belts offer reliable and efficient power transmission for industrial and automotive applications.

Neelkanth provides accessories like belt fasteners, pulley lagging, idlers, and skirting to improve system performance and durability.





























Introduction Chevron conveyor belts, also known as escort belts, are designed to handle the challenges of transporting loose materials at steep angles. Their unique cleated…

Introduction Conveyor belts play a crucial role in modern manufacturing, enhancing efficiency and productivity across various industries. By automating material handling and streamlining production processes,…

Introduction As industries strive for sustainability, understanding the environmental impact of rubber conveyor belts is crucial. These belts play a vital role in industrial operations,…

Introduction Proper maintenance is crucial for extending the lifespan of conveyor belts and ensuring smooth operations. Among various types, heavy duty conveyor belts are particularly…

Introduction Conveyor belts have been a cornerstone of industrial operations for over a century. From their humble beginnings to the advanced systems we see today,…

Conveyor belts are the backbone of modern industries. Whether it’s moving coal in a mining plant, transporting grains in agriculture, or handling materials in a…